鑄鐵配重砝碼生產(chǎn)工藝與性能檢測方法
產(chǎn)品簡介
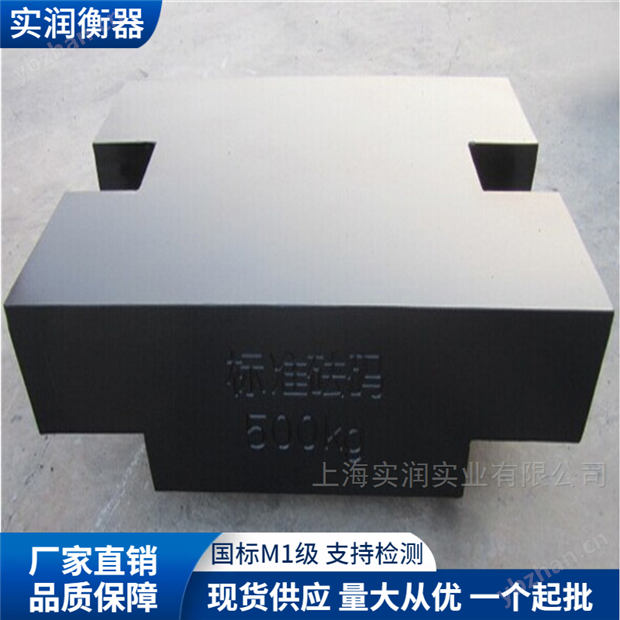
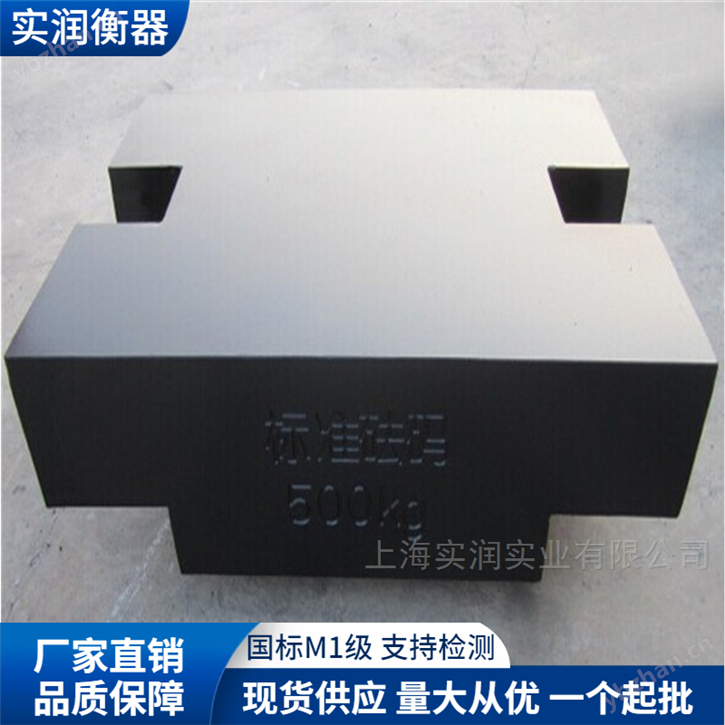
鑄鐵配重砝碼采用灰口鑄鐵為核心基材,經(jīng)鑄造、機(jī)加工、表面處理等多道工序制成,可分為鎖型、圓滾型、平板型等多種結(jié)構(gòu)樣式,覆蓋 1kg 至 5000kg 全規(guī)格范圍,符合國家相關(guān)計量標(biāo)準(zhǔn)要求,具備結(jié)構(gòu)穩(wěn)定、抗沖擊性強(qiáng)、配重精度達(dá)標(biāo)、使用壽命長等特點(diǎn),適用于電梯配重、起重機(jī)配重、地磅校準(zhǔn)、載荷測試等工業(yè)場景,可根據(jù)使用需求定制不同規(guī)格、重量等級與結(jié)構(gòu)樣式。
詳情正文
鑄鐵配重砝碼作為工業(yè)稱重計量、載荷配重領(lǐng)域的核心器具,其生產(chǎn)工藝的規(guī)范性直接決定產(chǎn)品性能,而完善的性能檢測方法是保障產(chǎn)品質(zhì)量的核心環(huán)節(jié),結(jié)合現(xiàn)行標(biāo)準(zhǔn)與生產(chǎn)實(shí)操經(jīng)驗(yàn),對其生產(chǎn)工藝與檢測方法進(jìn)行系統(tǒng)梳理。
一、鑄鐵配重砝碼核心生產(chǎn)工藝
鑄鐵配重砝碼的生產(chǎn)流程分為鑄造、機(jī)加工、表面處理、配重調(diào)試四大核心環(huán)節(jié),各環(huán)節(jié)需嚴(yán)格遵循工藝規(guī)范,保障成品性能達(dá)標(biāo)。
第一環(huán)節(jié)為鑄造工藝,這是決定砝碼結(jié)構(gòu)強(qiáng)度與基礎(chǔ)質(zhì)量的核心步驟。首先需完成基材選型,優(yōu)先選用 HT200、HT250 灰口鑄鐵,該材質(zhì)具備良好的鑄造流動性、減震性與耐磨性,可適配工業(yè)場景的復(fù)雜使用環(huán)境,嚴(yán)禁使用雜質(zhì)含量超標(biāo)的回收廢鐵作為主料,基材化學(xué)成分需控制碳含量在 3.2%~3.6%,硅含量在 1.8%~2.4%,確保材質(zhì)性能穩(wěn)定。
隨后完成模具制作與澆筑,根據(jù)砝碼的結(jié)構(gòu)樣式制作金屬模具,模具尺寸需預(yù)留加工余量,余量大小根據(jù)砝碼規(guī)格確定,單塊重量 50kg 及以下砝碼加工余量預(yù)留 1~2mm,50kg 以上大規(guī)格砝碼加工余量預(yù)留 2~3mm。澆筑前需對鐵水進(jìn)行除雜、除氣處理,控制鐵水澆筑溫度在 1300℃~1350℃之間,澆筑過程需勻速平穩(wěn),避免出現(xiàn)砂眼、氣孔、縮松等鑄造缺陷。澆筑完成后,需控制冷卻速度,避免快速冷卻導(dǎo)致鑄件開裂,待鑄件全冷卻后進(jìn)行清砂處理,去除表面型砂與飛邊毛刺,完成毛坯件制作。
第二環(huán)節(jié)為機(jī)加工工藝,核心是保障砝碼的尺寸精度與表面平整度。首先對毛坯件進(jìn)行基準(zhǔn)面加工,采用龍門銑床、車床等設(shè)備,加工砝碼的安裝面、配合面,確保平面度、垂直度符合設(shè)計要求,對于帶卡槽、安裝孔的砝碼,需嚴(yán)格控制卡槽尺寸與孔位公差,公差范圍控制在 ±0.5mm 以內(nèi),確保后續(xù)安裝適配性。
機(jī)加工過程中,需同步控制砝碼的基礎(chǔ)重量,預(yù)留配重調(diào)整余量,通常預(yù)留成品總重量的 1%~2% 作為調(diào)整余量,避免加工過量導(dǎo)致重量不達(dá)標(biāo)。加工完成后,需對鑄件進(jìn)行全面檢查,剔除存在裂紋、大面積砂眼、氣孔超標(biāo)的工件,確保工件無結(jié)構(gòu)性缺陷。
第三環(huán)節(jié)為表面處理工藝,核心是提升砝碼的防銹、抗腐蝕能力,延長使用壽命。首先對機(jī)加工完成的工件進(jìn)行表面清理,采用噴砂工藝去除工件表面的氧化皮、油污,噴砂粗糙度控制在 Ra25~Ra50 之間,確保表面涂層附著力達(dá)標(biāo)。噴砂完成后,需在 4 小時內(nèi)完成底漆噴涂,底漆選用環(huán)氧富鋅防銹底漆,漆膜厚度不低于 40μm,底漆干透后噴涂面漆,面漆選用丙烯酸聚氨酯面漆,漆膜厚度不低于 60μm,總漆膜厚度不低于 100μm。
對于有特殊使用要求的砝碼,可采用熱浸鍍鋅表面處理工藝,鍍鋅層厚度不低于 85μm,確保在潮濕、戶外環(huán)境下的防銹能力。表面處理完成后,需檢查漆膜或鍍鋅層的完整性,無漏噴、流掛、起皮等缺陷,表面平整光滑。
第四環(huán)節(jié)為配重調(diào)試與標(biāo)識制作,根據(jù)砝碼的標(biāo)稱重量,采用高精度稱重儀器進(jìn)行重量調(diào)試,通過在砝碼調(diào)整腔內(nèi)添加鉛塊等配重材料,調(diào)整砝碼的實(shí)際重量,使其重量誤差控制在對應(yīng)等級的最大允許誤差范圍內(nèi)。調(diào)試完成后,封死調(diào)整腔,在砝碼表面標(biāo)注標(biāo)稱重量、材質(zhì)、生產(chǎn)編號等信息,標(biāo)識需清晰牢固,不易磨損脫落。
二、鑄鐵配重砝碼性能檢測方法
為保障成品質(zhì)量,需對每批次砝碼進(jìn)行全項性能檢測,核心檢測項目分為四大類,檢測過程需嚴(yán)格遵循標(biāo)準(zhǔn)要求。
第一類為外觀與尺寸檢測,采用目測與通用量具結(jié)合的方式完成。目測檢查砝碼表面,鑄件無裂紋、縮松、大面積砂眼等缺陷,表面涂層完整無破損,標(biāo)識清晰完整;采用卡尺、鋼卷尺、百分表等量具,檢測砝碼的外形尺寸、配合尺寸、平面度、垂直度等參數(shù),確認(rèn)其符合設(shè)計圖紙要求,尺寸偏差在允許公差范圍內(nèi)。
第二類為重量精度檢測,這是核心計量性能檢測項目。根據(jù)砝碼的精度等級,選用對應(yīng)精度的稱重儀器,稱重儀器的最大允許誤差需不大于被檢砝碼最大允許誤差的 1/3,檢測前需完成儀器預(yù)熱與校準(zhǔn),確保儀器狀態(tài)正常。檢測環(huán)境需保持溫度穩(wěn)定,避免氣流、振動干擾,單次檢測需重復(fù)稱量 3 次,取平均值作為檢測結(jié)果,計算重量誤差,確認(rèn)其不超過對應(yīng)等級的最大允許誤差,對于 M1 級砝碼,需嚴(yán)格遵循 JJG 99-2022 規(guī)程的誤差要求。
第三類為材質(zhì)與結(jié)構(gòu)性能檢測,采用理化檢測與載荷測試結(jié)合的方式。對于每批次原材料,需進(jìn)行化學(xué)成分分析與力學(xué)性能測試,確認(rèn)材質(zhì)的碳、硅、錳等元素含量符合標(biāo)準(zhǔn)要求,抗拉強(qiáng)度、硬度達(dá)標(biāo);對于大規(guī)格配重砝碼,需進(jìn)行靜載荷測試,施加 1.25 倍標(biāo)稱重量的載荷,保持載荷時間不少于 30min,卸載后檢查砝碼無變形、無裂紋,確認(rèn)結(jié)構(gòu)強(qiáng)度達(dá)標(biāo)。
第四類為表面防護(hù)性能檢測,核心驗(yàn)證防銹能力。對于涂層防護(hù)的砝碼,采用漆膜測厚儀檢測漆膜厚度,確認(rèn)總厚度符合工藝要求,同時采用劃格法測試涂層附著力,附著力等級需達(dá)到 1 級以上;對于熱浸鍍鋅處理的砝碼,需進(jìn)行鍍鋅層厚度檢測與硫酸銅點(diǎn)滴試驗(yàn),確認(rèn)鍍鋅層厚度與結(jié)合力達(dá)標(biāo),無起皮、脫落現(xiàn)象。


三、批次質(zhì)量管控要求
批量生產(chǎn)過程中,需建立完善的質(zhì)量管控體系,每批次產(chǎn)品需留存原材料檢測報告、生產(chǎn)過程記錄、成品檢測報告,對于產(chǎn)品需進(jìn)行全項性能檢測,合格后方可進(jìn)行批量生產(chǎn)。批量生產(chǎn)過程中,按 5% 的比例進(jìn)行抽樣檢測,若抽樣不合格,需加倍抽樣復(fù)檢,復(fù)檢仍不合格的,該批次產(chǎn)品需全檢,剔除不合格品,確保出廠產(chǎn)品全部達(dá)標(biāo)。
搜索關(guān)鍵字
鑄鐵配重砝碼,配重砝碼生產(chǎn)工藝,鑄鐵砝碼性能檢測,配重砝碼檢測方法,工業(yè)配重砝碼
鑄鐵配重砝碼生產(chǎn)工藝與性能檢測方法
 儀表網(wǎng)手機(jī)版
儀表網(wǎng)手機(jī)版
 儀表網(wǎng)小程序
儀表網(wǎng)小程序
公眾號.jpg) 公眾號:ybzhan
公眾號:ybzhan
 掃碼關(guān)注視頻號
掃碼關(guān)注視頻號
課宣傳廣告")




 手機(jī)版
手機(jī)版 官方微信
官方微信















 采購中心
采購中心
{kind=link}
{kind=link}
{kind=link}